Manual de Elegoo Saturn 3 Ultra
- 1 Lista de embalaje
- 2 Introducción a la impresora
- 3 Especificaciones técnicas de la impresora 3D
- 4 Introducción a la pantalla de operación
- 5 Nivelación
- 6 Impresión de prueba
- 7 Instalación y configuración del software
- 8 Instrucciones del módulo WiFi
- 9 Preguntas frecuentes
- 10 Mantenimiento de la máquina
- 11 Referencias
- 12 Descargar el manual
- 13 En otros idiomas

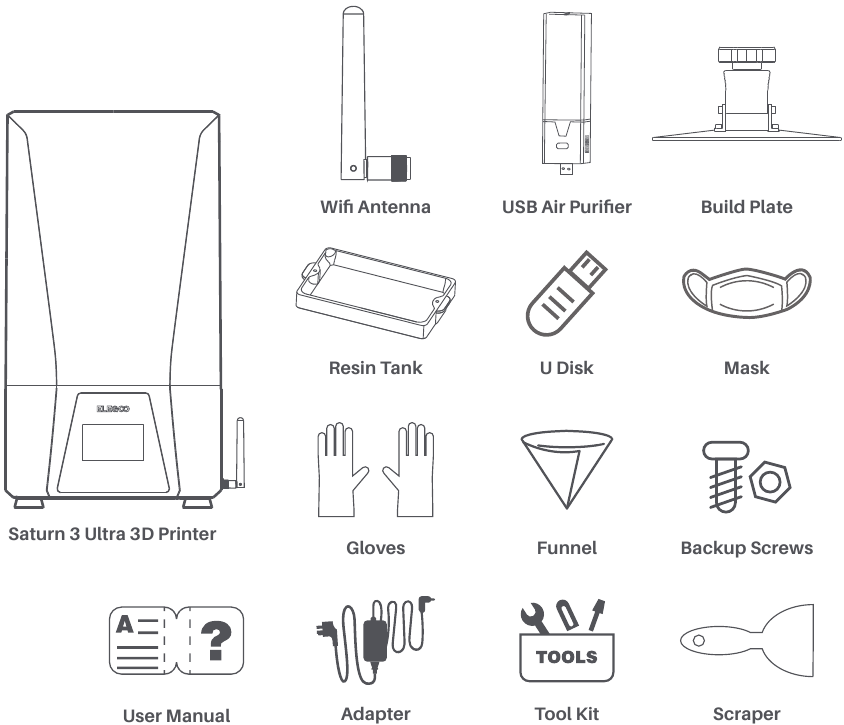
Lista de embalaje
Introducción a la impresora

- Eje Z
- Pomo de tornillo
- Plataforma de construcción
- Pantalla LCD
- Tanque de resina
- Pantalla táctil
- Interruptor
- Conector de CC
- Interfaz USB
- Antena wifi
- Pomo de tornillo
- Purificador de aire USB

- Cubierta anti-UV
- Puerto de extensión (conecta periféricos, como un mini calentador y otros accesorios de impresora compatibles)
Especificaciones técnicas de la impresora 3D
Parámetro de impresión
- Sistema: EL3D-4.0
- Funcionamiento: Pantalla táctil capacitiva de 4,0 pulgadas
- Software de corte: CHITUBOX y Voxeldance Tango
- Conectividad: Interfaz USB y WiFi
Especificación de impresión
- Tecnología: Estereolitografía MSLA
- Fuente de luz: Fuente de luz COB+Refractiva (longitud de onda de 405 nm)
- Resolución XY: 19*24um (11520*5120)
- Precisión del eje Z: 0,01 mm
- Grosor de la capa: 0,01-0,2 mm
- Velocidad de impresión: MAX 150 mm/H
- Requisitos de alimentación: 100-240 V 50/60 Hz 24 V 7,5 A
Especificación de hardware
- Dimensión: 305,9 mm (L) * 273 mm (W) * 562,5 mm (H)
- Volumen de construcción: 218,88 mm (L) * 122,88 mm (W) * 260 mm (H)
- Tamaño del paquete: 640 mm (L) * 395 mm (W) * 365 mm (H)
- Peso bruto: 16,2 KG
- Peso neto: 12 KG
Introducción a la pantalla de operación

Lista de impresión

Lista de herramientas


Lista de sistemas


Nivelación
- Retire el tanque de resina, bloquee el pomo del tornillo (
![]() ) de la plataforma de construcción y luego afloje los 4 tornillos de fijación 5 (
) de la plataforma de construcción y luego afloje los 4 tornillos de fijación 5 (![]() ) de la plataforma de construcción hasta que la plataforma de construcción pueda moverse libremente.
) de la plataforma de construcción hasta que la plataforma de construcción pueda moverse libremente.

- Coloque una tarjeta de nivelación entre la plataforma de construcción y la pantalla LCD, luego haga clic en "Move Z axis to zero" (Mover el eje Z a cero) (Ver imagen 2). Después de que la impresora deje de moverse, presione la parte superior de la plataforma de construcción con una mano y bloquee los 4 tornillos de fijación (
![]() ) con la otra mano. (Ver imagen 3)
) con la otra mano. (Ver imagen 3)

- Tire de la tarjeta de nivelación. Si encuentra que hay una ligera resistencia durante este proceso, puede ir directamente al paso 5. (Nota: Si no hay resistencia al tirar de la tarjeta de nivelación, haga clic en el botón "down" (bajar) del eje Z (en pasos de 0,1 mm) hasta que haya una ligera resistencia al tirar de la tarjeta de nivelación. Si hay demasiada resistencia o la tarjeta de nivelación no se puede mover, haga clic en el botón "up" (subir) del eje Z (en pasos de 0,1 mm) hasta que haya una ligera resistencia al tirar de la tarjeta de nivelación).

- Después de completar las operaciones anteriores, vuelva al menú anterior y haga clic en "Set Z=0" (Establecer Z=0), luego aparecerá una ventana emergente de confirmación en la interfaz, haga clic en "Confirm" (Confirmar) para completar la configuración. En este momento, la posición actual del eje Z se restablece a la nueva altura inicial de la primera capa de impresión.

- Haga clic para volver a la página "Manual" y haga clic en el botón "up" (subir) del eje Z para elevar el eje Z a una cierta distancia. (unos 100 mm)

- Retire la tarjeta de nivelación y haga clic en los botones "Tool" (Herramienta) - "Exposure" (Exposición) - "Text" (Texto) para probar la pantalla LCD y la fuente de luz LED. Si la pantalla LCD puede mostrar "ELEGOO TECHNOLOGY www.elegoo.com", entonces la impresora 3D funciona perfectamente. En este momento, se completa la nivelación, instale el tanque de resina y prepárese para la impresión.

 ) de la plataforma de construcción y luego afloje los 4 tornillos de fijación 5 (
) de la plataforma de construcción y luego afloje los 4 tornillos de fijación 5 ( ) de la plataforma de construcción hasta que la plataforma de construcción pueda moverse libremente.
) de la plataforma de construcción hasta que la plataforma de construcción pueda moverse libremente.





Impresión de prueba
- Impresión de modelo
Enchufe el purificador de aire USB en el puerto USB (Ver imagen 8), luego agregue lentamente resina al tanque de resina (no exceda la altura máxima de la línea). Cubra la impresora y luego inserte el disco U en la impresora y seleccione el modelo de prueba pre-cortado para imprimir.

- Procesamiento de modelo
Una vez que se complete la impresión, espere hasta que la resina en la plataforma de construcción deje de gotear, luego afloje el pomo del tornillo de la plataforma de construcción para retirarla y retire el modelo con un raspador. Puede usar la máquina de limpieza y curado de ELEGOO para el post-procesamiento del modelo.



Instalación y configuración del software
La impresora puede instalar y utilizar el software de corte CHITUBOX y Voxeldance Tango en la unidad flash USB; aquí tomaremos CHITUBOX como ejemplo.
- Instalar CHITUBOX
Seleccione la versión correcta del software de corte en la unidad flash USB e instálela en su ordenador. - Cómo usar CHITUBOX
Una vez finalizada la instalación, ejecute el software CHITUBOX. Haga clic en "File-Open File" (Archivo-Abrir archivo) y, a continuación, abra su archivo de modelo 3D (tipo .stl). Haciendo clic con el botón izquierdo en el modelo y utilizando las opciones del menú de la izquierda, puede controlar y cambiar el ángulo de visión, el tamaño y la posición del modelo.
Otras operaciones:- Mantenga pulsado el botón izquierdo y arrastre el modelo a la posición que desee.
- Gire la rueda del ratón para acercar o alejar el modelo.
- Mantenga pulsado el botón derecho del ratón para ver las diferentes perspectivas del modelo.
- Configuración de CHITUBOX
- Parámetros de configuración de la máquina
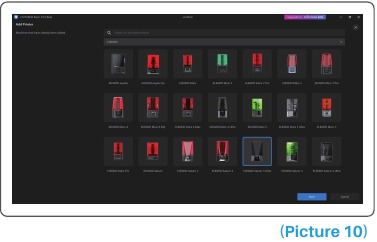
Haga clic en "Parameter Settings" (Ajustes de parámetros) y seleccione ELEGOO Saturn 3 Ultra como su impresora predeterminada.
![]()
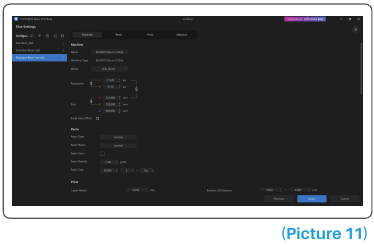
- Volumen de construcción
No es necesario cambiar los parámetros predeterminados (Ver Imagen 11), y X indica el tamaño máximo de impresión en la dirección del eje X, y así sucesivamente.
![]()
- Parámetro de resina
![]()
Densidad de la resina: 1,1 g/ml
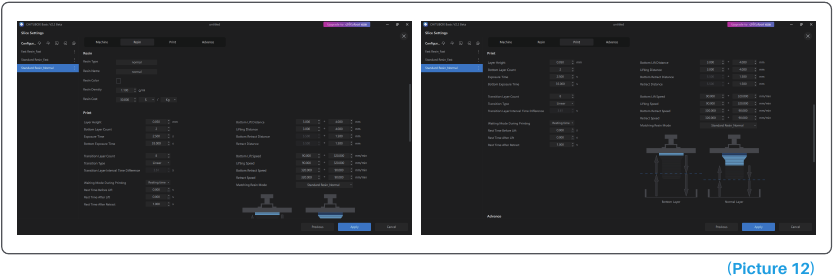
Coste de la resina: Puede introducir el precio real de la resina que ha comprado, y el software de corte puede calcular los costes de resina para cada modelo que imprima. - Parámetros (Ver Imagen 12)
Altura de capa: El grosor de cada capa impresa; la altura recomendada es de 0,05 mm, pero puede establecerla entre 0,01 y 0,2 mm. Cuanto mayor sea el grosor que establezca, mayor será el tiempo de exposición necesario para cada capa.
Número de capas inferiores: El número establecido de capas de impresión iniciales. Si el número de capas inferiores es n, el tiempo de exposición de las primeras n capas es el tiempo de exposición de la capa inferior. El ajuste predeterminado es 2.
Tiempo de exposición: El tiempo de exposición para las capas de impresión normales. El tiempo de exposición predeterminado es de 2,5 s; cuanto más grueso sea el ajuste de la capa de impresión, más tiempo se requiere.
Tiempo de exposición de la capa inferior: El ajuste del tiempo de exposición de la capa inferior. Aumentar adecuadamente el tiempo de exposición de la capa inferior puede ayudar a aumentar la fuerza de unión entre el modelo impreso y la plataforma de impresión, y el ajuste predeterminado es de 35 s.
Capas de transición: El número de capas de transición después de las capas inferiores para una unión más estrecha entre las capas. A excepción del tiempo de exposición, otros parámetros de la capa de transición son los mismos que los de la capa normal.
Tipo de transición: Establezca el tipo de transición del tiempo de exposición al realizar la transición de las capas inferiores a las capas normales; el valor predeterminado es la transición lineal.
Tiempo de reposo antes de la elevación: La diferencia de tiempo entre el final de la exposición y el inicio del movimiento de la plataforma de construcción lejos de la superficie de exposición; el ajuste predeterminado es de 0 segundos.
Tiempo de reposo después de la elevación: La diferencia de tiempo entre el inicio de la parada de la plataforma de construcción y el inicio del retorno después de la elevación de la plataforma de construcción; el ajuste predeterminado es de 0 segundos.
Tiempo de reposo después de la retracción: Después de que la plataforma de construcción se mueva a la superficie de impresión, la diferencia de tiempo entre el inicio de la parada de la plataforma de construcción y el inicio de la exposición; el ajuste predeterminado es de 1 segundo.
Distancia de elevación inferior: Durante el proceso de impresión inferior, la distancia a la que la plataforma de construcción se aleja de la superficie de impresión cada vez; el ajuste predeterminado es de 3+4 mm.
Distancia de elevación: En el proceso de impresión de la capa normal, la distancia a la que la plataforma de construcción se aleja de la superficie de impresión cada vez; el ajuste predeterminado es de 3+4 mm.
Distancia de retracción inferior: Durante el proceso de impresión inferior, la distancia de retracción de la plataforma de construcción, no la cambie si no es necesario.
Distancia de retracción: En el proceso de impresión de la capa normal, la distancia de retracción de la plataforma de construcción, no la cambie si no es necesario.
Velocidad de elevación inferior: Durante el proceso de impresión inferior, la velocidad de movimiento de la plataforma de construcción lejos de la superficie de impresión cada vez; el ajuste predeterminado es de 90+320 mm/min.
Velocidad de elevación: En el proceso de impresión de la capa normal, la velocidad de movimiento de la plataforma de construcción lejos de la superficie de impresión cada vez; el ajuste predeterminado es de 90+320 mm/min.
Velocidad de retracción inferior: Durante el proceso de impresión inferior, la velocidad de movimiento de la plataforma de construcción se acerca a la superficie de impresión; el ajuste predeterminado es de 320+90 mm/min.
Velocidad de retracción: En la impresión de la capa normal, la velocidad de movimiento de la plataforma de construcción se acerca a la superficie de impresión; el ajuste predeterminado es de 320+90 mm/min.
Modo de resina coincidente: Las máquinas preestablecen tres modos de parámetros de corte con diferentes velocidades para la impresión de resina. Según los requisitos de resina y velocidad de impresión, elija los modos de impresión adecuados. El modo "Standard Resin_Normal Speed" (Resina estándar_Velocidad normal) está seleccionado de forma predeterminada.
- Parámetros de configuración de la máquina
- Guardar el modelo
Después de configurar todos los parámetros, haga clic en "Slice" (Cortar) y, una vez hecho esto, haga clic en "Save" (Guardar) para exportar el archivo cortado y copiarlo en el disco U; a continuación, inserte el disco U en su impresora y comience a imprimir.


Instrucciones del módulo WiFi
- En primer lugar, asegúrese de que la antena WiFi está conectada. Conecte la antena WiFi atornillándola en el sentido de las agujas del reloj al puerto derecho de la máquina para conectarse a la red.

Una vez instalada la antena WiFi, haga clic en "Settings" (Ajustes) - "WiFi" para activar la conexión WiFi; la máquina buscará automáticamente las redes disponibles. Seleccione la red WiFi a la que desea conectarse, introduzca la contraseña y haga clic en "Confirm" (Confirmar) para conectarse a la red WiFi.

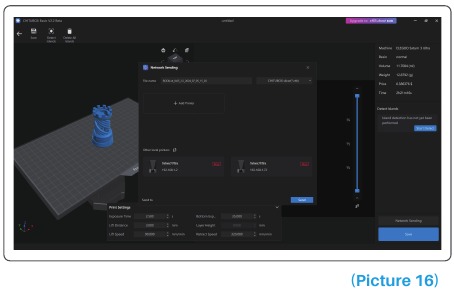
- A continuación, asegúrese de que el ordenador con el software de corte instalado está conectado a la misma red WiFi que la impresora. Una vez cortado el modelo, haga clic en "Network Sending" (Envío de red) y el software buscará automáticamente la impresora; seleccione la impresora por el nombre de la impresora y la dirección IP, haga clic en "Send" (Enviar) y el archivo cortado se transferirá automáticamente a la impresora, y podrá empezar a imprimir una vez completada la transferencia.
![]()
- Actualización del firmware
- Para la actualización local, descargue el archivo de firmware en el disco U por adelantado. Una vez insertada la impresora en el disco U, haga clic en "System" (Sistema) y, a continuación, haga clic en "Version Upgrade" (Actualización de versión) para seleccionar "LNW Upgrade" (Actualización de LNW). La versión de firmware que se puede actualizar se mostrará en la página. Haga clic en el firmware para actualizarlo.

- La actualización de red aún no está disponible, estad atentos.
- Para la actualización local, descargue el archivo de firmware en el disco U por adelantado. Una vez insertada la impresora en el disco U, haga clic en "System" (Sistema) y, a continuación, haga clic en "Version Upgrade" (Actualización de versión) para seleccionar "LNW Upgrade" (Actualización de LNW). La versión de firmware que se puede actualizar se mostrará en la página. Haga clic en el firmware para actualizarlo.



Preguntas frecuentes
- El modelo no se pega a la placa de construcción
El tiempo de exposición de la capa inferior es demasiado corto; añada más tiempo.
La parte inferior del modelo tiene muy poco contacto con la placa de construcción; añada más capas inferiores. - Rotura de la capa del modelo
La impresora vibra durante la impresión.
La película del revestimiento de liberación está muy suelta debido al uso prolongado y debe cambiarse.
La placa de construcción o el tanque de resina no están sujetos. - Exposición anormal de la pantalla
Si su impresora no funciona, póngase en contacto con nosotros en 3dp@elegoo.com.
Y para ayudarle mejor y resolver los problemas, añada su ID de pedido en su correo electrónico. - Fallo de impresión
Si el modelo no se ha impreso completamente o ha fallado, es posible que queden algunos residuos en la resina, que pueden filtrarse utilizando un embudo cuando guarde el resto de resina de nuevo en su botella sellada.
Si no filtra los residuos, la placa de construcción puede causar daños a la pantalla LCD cuando imprima la próxima vez.
En cuanto a la resina residual en la placa de construcción y el tanque, puede limpiarlos con pañuelos de papel. - ¿Por qué recibo un mensaje de error de detección de residuos al iniciar una impresión?
En primer lugar, compruebe si el tanque de resina y la placa de construcción están bien sujetos. A continuación, intente imprimir de nuevo. Evite tocar o causar vibraciones a la máquina durante el proceso de autocomprobación antes de imprimir para evitar problemas de calibración del sensor. Si el error persiste, limpie el tanque de resina o filtre la resina para eliminar cualquier objeto extraño diminuto. - ¿Por qué recibo un error de resina insuficiente o de volumen máximo excedido al iniciar una impresión?
Al principio de la impresión, el sensor mecánico detecta la resina restante en el tanque. Para garantizar una impresión fluida, el nivel de resina debe estar por encima de un tercio del volumen del tanque. Además, el nivel de resina no debe exceder la línea MAX para evitar fugas. Si la cantidad de resina necesaria para el modelo excede el nivel de resina actual en el tanque, aparecerá un mensaje emergente que le solicitará que rellene la resina. Si encuentra errores anómalos, recalibre el dispositivo mediante el proceso de autocomprobación. Recuerde no tocar ni hacer vibrar la máquina durante la autocomprobación para evitar que afecte a la calibración del sensor. - Cómo ajustar la velocidad de impresión
La velocidad de liberación de la impresora es fija, con dos modos disponibles: rápido y lento. Sin embargo, independientemente del modo, las primeras 50 capas siempre se imprimen a una velocidad más lenta para garantizar una mayor tasa de éxito. La velocidad de impresión real por capa también depende de la configuración de los parámetros de corte, como el grosor de la capa, el tiempo de exposición y el tiempo de espera. Cambiar estos parámetros alterará la velocidad de impresión real. - ¿Qué debo hacer si se filtra resina en la máquina?
Debido a la naturaleza del movimiento de liberación inclinado, no es posible lograr un área de impresión completamente sellada. Para solucionar esto, hemos implementado varias medidas de protección. Cuando el sensor detecta que la resina excede la línea MAX, la impresión se detendrá y aparecerá una ventana emergente como advertencia. Hay un diseño de ranura debajo de la placa de construcción, donde una pequeña cantidad de resina filtrada puede fluir sin afectar a la máquina. Sin embargo, si se produce un derrame importante de resina, desconecte la alimentación inmediatamente y abra el panel frontal de la máquina para limpiarla.
Mantenimiento de la máquina
- Por favor, no utilice herramientas afiladas o puntiagudas para raspar el tanque de resina para evitar dañar la película de la lámina de liberación.
- Por favor, limpie el tanque de resina antes de cambiar la resina a otro color.
- Antes y después de la impresión, limpie la placa de construcción con toallas de papel o alcohol para asegurarse de que no haya protuberancias ni rebabas en la placa de construcción.
- Antes de cada impresión, revise diariamente el exterior de la máquina y todas las piezas mecánicas para detectar cualquier daño, defecto o anomalía evidente.
- Intente mantener el entorno de impresión a 25-30 grados Celsius al imprimir, y ventile la sala de impresión tanto como sea posible para facilitar la disipación del calor de la máquina y la volatilización del olor de la resina.
- Si el eje Z sigue haciendo ruido de fricción, por favor añada un poco de lubricante al husillo. Por favor, revise y aplique grasa lubricante al menos cada 2-3 meses, y aumente la frecuencia de aplicación a medida que aumente la frecuencia de impresión.
- Si no va a utilizar la impresora en las próximas 48 horas, por favor vierta la resina restante del tanque de resina de nuevo en la botella de resina y séllela bien. Si hay algún residuo, por favor utilice un filtro para filtrarlo.
- La película de liberación es una pieza de desgaste, por favor, sustitúyala regularmente de acuerdo con las indicaciones de la máquina para asegurar la tasa de éxito de la impresión.
- Por favor, tenga cuidado al retirar la plataforma de impresión para evitar dañar la pantalla LCD. La vida útil de la pantalla es de unas 2000+ horas y disminuirá al aumentar la frecuencia de impresión. Haga un buen trabajo de limpieza diaria de la pantalla, y desenchufe la máquina a tiempo después de la impresión. Si hay un problema de exposición de la pantalla o la vida útil ha afectado seriamente la calidad de impresión, por favor, reemplace la pantalla a tiempo.
Después de recibir el producto, por favor confirme si el equipo está intacto y los accesorios están completos. Si hay algún daño o falta algo, por favor, póngase en contacto con nosotros a tiempo en 3dp@elegoo.com. (Para asegurar el rendimiento de cada producto, cada producto se someterá a estrictas pruebas de impresión antes de salir de la fábrica. Puede haber algunos ligeros arañazos al recibir el producto, lo cual es normal, por favor, tenga la seguridad de usarlo).
Aviso:
- Por favor, mantenga la impresora 3D y sus accesorios fuera del alcance de los niños.
- Por favor, llene el tanque de resina no menos de 1/3 de su volumen, pero no exceda la posición de la línea MAX.
- Por favor, coloque la impresora en un ambiente seco y protéjala de la lluvia y la humedad.
- Si se encuentra con una emergencia durante el uso, por favor apague primero la fuente de alimentación de la impresora 3D.
- Por favor, utilice la impresora en interiores y evite la luz solar directa y un ambiente polvoriento.
- Por favor, conserve la caja de embalaje original durante 30 días para la devolución/cambio (solo se aceptan las cajas de embalaje originales de ELEGOO).
- Si la impresión falla, necesita limpiar el exceso de resina curada en el tanque de resina y cambiar la resina, de lo contrario, puede causar daños a su impresora.
- Cuando opere la impresora 3D, por favor use una máscara y guantes para evitar el contacto directo de la piel con la resina fotopolimérica.
- Si la película de liberación en el tanque de resina está blanqueada, rayada o no tiene elasticidad, la tasa de fracaso de la impresión es alta, por favor, reemplace la película de liberación a tiempo.
- Por favor, utilice alcohol etílico o alcohol isopropílico al 95% (o superior) para lavar su modelo a menos que esté utilizando resina lavable con agua.
- Tenga en cuenta que la cinta de Mylar que rodea la pantalla no es completamente hermética. En caso de goteo de resina durante el uso, es crucial limpiarlos rápidamente para evitar la infiltración de resina y posibles daños en la pantalla.
- Para mantener la limpieza, la durabilidad y el rendimiento protector de la pantalla LCD, es necesario reemplazar las piezas a tiempo en las siguientes condiciones: cinta envejecida o dañada, daños corrosivos y película de liberación dañada.
- Si tiene algún problema con la impresora, por favor, póngase en contacto con nosotros en 3dp@elegoo.com. Por favor, no desmonte ni modifique las impresoras 3D ELEGOO por sí mismo, de lo contrario, la garantía expirará, y los daños causados por errores de operación personal tendrán que pagar las reparaciones.
Telephone - 0755-21005141
Mailbox - 3dp@elegoo.com
Website - www.ELEGOO.com
Address - 101, No.30 Dahe Industrial Park, Guancheng Community, Guanhu Street, Longhua District, Shenzhen, China
Referencias
Descargar el manual
Aquí puede descargar la versión PDF completa del manual. Puede contener instrucciones de seguridad adicionales, información de garantía, reglas de la FCC, etc.
Descargar Manual de Elegoo Saturn 3 Ultra










