Manual do Elegoo Saturn 3 Ultra
- 1 Lista de embalagem
- 2 Apresentação da impressora
- 3 Especificações técnicas da impressora 3D
- 4 Apresentação da tela de operação
- 5 Nivelamento
- 6 Impressão de teste
- 7 Instalação e configuração do software
- 8 Instruções do módulo WiFi
- 9 FAQ
- 10 Manutenção da máquina
- 11 Referências
- 12 Baixar manual
- 13 Em Outros Idiomas

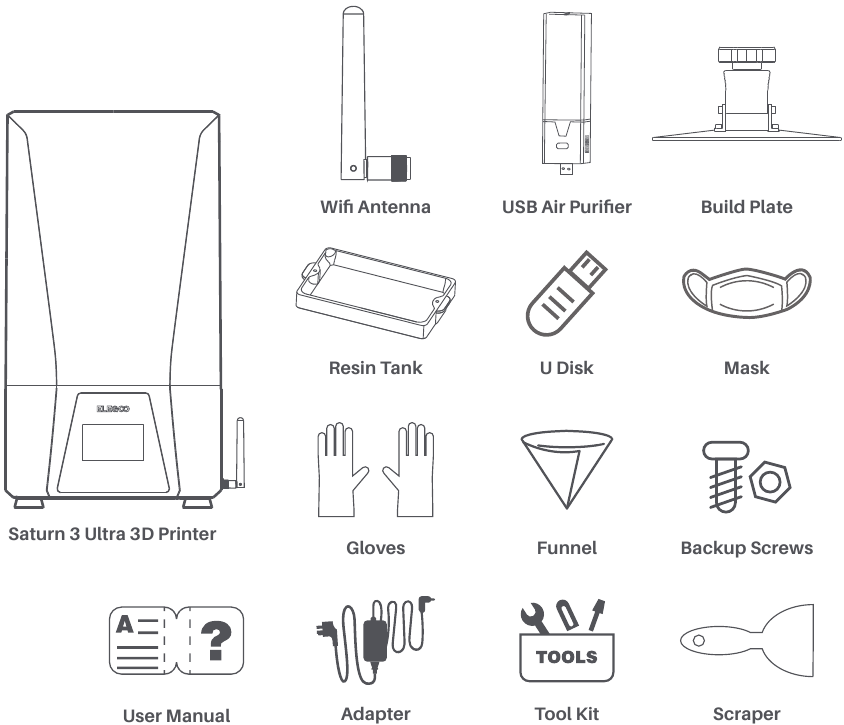
Lista de embalagem
Apresentação da impressora

- Eixo Z
- Botão de parafuso
- Plataforma de construção
- Tela do display LCD
- Tanque de resina
- Tela de toque
- Interruptor
- Conector DC
- Interface USB
- Antena Wifi
- Botão de parafuso
- Purificador de ar USB

- Tampa anti-UV
- Porta de extensão (Conecte periféricos, como um mini aquecedor e outros acessórios de impressora compatíveis)
Especificações técnicas da impressora 3D
Parâmetro de impressão
- Sistema: EL3D-4.0
- Operação: tela de toque capacitiva de 4,0 polegadas
- Software de fatiamento: CHITUBOX e Voxeldance Tango
- Conectividade: interface USB e WiFi
Especificação de impressão
- Tecnologia: Estereolitografia MSLA
- Fonte de luz: fonte de luz refrativa + COB (comprimento de onda 405nm)
- Resolução XY: 19*24um (11520*5120)
- Precisão do eixo Z: 0,01 mm
- Espessura da camada: 0,01-0,2 mm
- Velocidade de impressão: MÁX. 150 mm/H
- Requisitos de energia: 100-240 V 50/60 Hz 24 V 7,5 A
Especificação de hardware
- Dimensão: 305,9 mm (C)*273 mm (L)*562,5 mm (A)
- Volume de construção: 218,88 mm (C)*122,88 mm (L)*260 mm (A)
- Tamanho do pacote: 640 mm (C)*395 mm (L)*365 mm (A)
- Peso bruto: 16,2 kg
- Peso líquido: 12 kg
Apresentação da tela de operação

Lista de impressão

Lista de ferramentas


Lista do sistema


Nivelamento
- Remova o tanque de resina, trave o botão de parafuso (
![]() ) da plataforma de construção e, em seguida, afrouxe os 4 parafusos de fixação 5 (
) da plataforma de construção e, em seguida, afrouxe os 4 parafusos de fixação 5 (![]() ) da plataforma de construção até que a plataforma de construção possa se mover livremente.
) da plataforma de construção até que a plataforma de construção possa se mover livremente.

- Coloque um cartão de nivelamento entre a plataforma de construção e a tela LCD e, em seguida, clique em "Move Z axis to zero" (Mover o eixo Z para zero) (Consulte a Imagem 2). Depois que a impressora parar de se mover, pressione a parte superior da plataforma de construção com uma mão e trave os 4 parafusos de fixação (
![]() ) com a outra mão. (Consulte a Imagem 3)
) com a outra mão. (Consulte a Imagem 3)

- Puxe o cartão de nivelamento. Se você achar que há uma ligeira resistência durante esse processo, pode ir diretamente para a etapa 5. (Observação: Se não houver resistência ao puxar o cartão de nivelamento, clique no botão "down" (para baixo) do eixo Z (em etapas de 0,1 mm) até que haja uma ligeira resistência para puxar o cartão de nivelamento. Se houver muita resistência ou o cartão de nivelamento não puder se mover, clique no botão "up" (para cima) do eixo Z (em etapas de 0,1 mm) até que haja uma ligeira resistência para puxar o cartão de nivelamento.)

- Depois de concluir as operações acima, volte ao menu anterior e clique em "Set Z=0" (Definir Z=0), então uma janela pop-up de confirmação aparecerá na interface, clique em "Confirm" (Confirmar) para concluir a configuração. Nesse momento, a posição atual do eixo Z é redefinida para a nova altura inicial da primeira camada de impressão.

- Clique para voltar à página "Manual" e clique no botão "up" (para cima) do eixo Z para elevar o eixo Z por uma certa distância. (cerca de 100 mm)

- Retire o cartão de nivelamento e clique nos botões "Tool" (Ferramenta) - "Exposure" (Exposição) - "Text" (Texto) para testar a tela LCD e a fonte de luz LED. Se o LCD puder exibir "ELEGOO TECHNOLOGY www.elegoo.com", a impressora 3D funcionará perfeitamente. Nesse momento, o nivelamento é concluído, instale o tanque de resina e prepare-se para a impressão.

 ) da plataforma de construção e, em seguida, afrouxe os 4 parafusos de fixação 5 (
) da plataforma de construção e, em seguida, afrouxe os 4 parafusos de fixação 5 ( ) da plataforma de construção até que a plataforma de construção possa se mover livremente.
) da plataforma de construção até que a plataforma de construção possa se mover livremente.





Impressão de teste
- Impressão do modelo
Conecte o purificador de ar USB na porta USB (Consulte a Imagem 8) e, em seguida, adicione lentamente a resina ao tanque de resina (não exceda a altura da linha MÁX.). Cubra a impressora e, em seguida, insira o disco U na impressora e selecione o modelo de teste pré-fatiado para impressão.

- Processamento do modelo
Após a conclusão da impressão, espere até que a resina na plataforma de construção pare de pingar, em seguida, afrouxe o botão de parafuso da plataforma de construção para removê-la e remova o modelo com um raspador. Você pode usar a máquina de limpeza e cura da ELEGOO para pós-processar o modelo.



Instalação e configuração do software
A impressora pode instalar e usar os softwares de fatiamento CHITUBOX e Voxeldance Tango no pen drive USB. Aqui, usaremos o CHITUBOX como exemplo.
- Instalar o CHITUBOX
Selecione a versão correta do software de fatiamento no pen drive USB e instale-o no seu computador. - Como usar o CHITUBOX
Após a conclusão da instalação, execute o software CHITUBOX. Clique em "File-Open File" (Arquivo - Abrir arquivo) e abra o arquivo do seu modelo 3D (tipo .stl). Ao clicar com o botão esquerdo no modelo e usar as opções no menu à esquerda, você pode controlar e alterar o ângulo de visão, o tamanho e a posição do modelo.
Outras operações:- Pressione e arraste o modelo com o botão esquerdo para a posição desejada.
- Role a roda do mouse para aumentar ou diminuir o zoom do modelo.
- Pressione longamente o botão direito do mouse para visualizar as diferentes perspectivas do modelo.
- Configuração do CHITUBOX
- Parâmetros de configuração da máquina
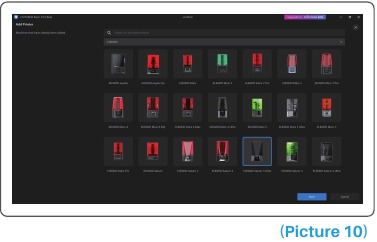
Clique em "Parameter Settings" (Configurações de parâmetro) e selecione ELEGOO Saturn 3 Ultra como sua impressora padrão.
![]()
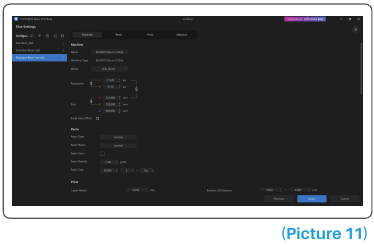
- Volume de construção
Você não precisa alterar os parâmetros padrão (Veja a Figura 11), e X indica o tamanho máximo de impressão na direção do eixo X, e assim por diante.
![]()
- Parâmetro de resina
![]()
Densidade da resina: 1,1 g/ml
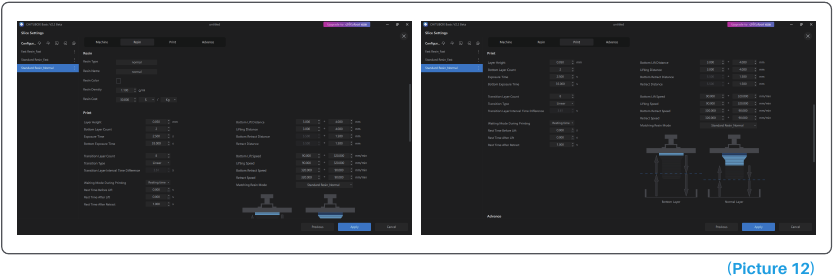
Custo da resina: você pode inserir o preço real da resina que você comprou, e o software de fatiamento pode calcular os custos da resina para cada modelo que você imprime. - Parâmetros (Veja a Figura 12)
Altura da camada: a espessura de cada camada impressa; a altura recomendada é de 0,05 mm, mas você pode configurá-la de 0,01 a 0,2 mm. Quanto maior a espessura definida, mais tempo de exposição será necessário para cada camada.
Número de camadas inferiores: o número definido de camadas de impressão iniciais. Se o número de camadas inferiores for n, o tempo de exposição das primeiras n camadas é o tempo de exposição da camada inferior. A configuração padrão é 2.
Tempo de exposição: o tempo de exposição para camadas de impressão normais. O tempo de exposição padrão é de 2,5s; quanto mais espessa for a configuração da camada de impressão, mais tempo será necessário.
Tempo de exposição da camada inferior: a configuração do tempo de exposição da camada inferior. Aumentar adequadamente o tempo de exposição da camada inferior pode ajudar a aumentar a força de ligação entre o modelo impresso e a plataforma de impressão, e a configuração padrão é 35s.
Camadas de transição: o número de camadas de transição após as camadas inferiores para uma ligação mais firme entre as camadas. Exceto pelo tempo de exposição, outros parâmetros da camada de transição são os mesmos da camada normal.
Tipo de transição: define o tipo de transição do tempo de exposição ao fazer a transição das camadas inferiores para as camadas normais; o padrão é transição linear.
Tempo de repouso antes da elevação: a diferença de tempo entre o final da exposição e o início da plataforma de construção se afastando da superfície de exposição; a configuração padrão é 0 segundos.
Tempo de repouso após a elevação: a diferença de tempo entre a plataforma de construção começar a parar e começar a retornar após a elevação da plataforma de construção; a configuração padrão é 0 segundos.
Tempo de repouso após a retração: depois que a plataforma de construção se move para a superfície de impressão, a diferença de tempo entre a plataforma de construção começar a ficar estacionária e começar a exposição; a configuração padrão é 1 segundo.
Distância de elevação inferior: durante o processo de impressão inferior, a distância que a plataforma de construção se afasta da superfície de impressão a cada vez; a configuração padrão é 3+4 mm.
Distância de elevação: no processo normal de impressão de camadas, a distância que a plataforma de construção se afasta da superfície de impressão a cada vez; a configuração padrão é 3+4 mm.
Distância de retração inferior: durante o processo de impressão inferior, a distância de retração da plataforma de construção; não altere se não for necessário.
Distância de retração: no processo normal de impressão de camadas, a distância de retração da plataforma de construção; não altere se não for necessário.
Velocidade de elevação inferior: durante o processo de impressão inferior, a velocidade de movimento da plataforma de construção para longe da superfície de impressão a cada vez; a configuração padrão é 90+320 mm/min.
Velocidade de elevação: no processo normal de impressão de camadas, a velocidade de movimento da plataforma de construção para longe da superfície de impressão a cada vez; a configuração padrão é 90+320 mm/min.
Velocidade de retração inferior: durante o processo de impressão inferior, a velocidade de movimento da plataforma de construção é próxima à superfície de impressão; a configuração padrão é 320+90 mm/min.
Velocidade de retração: na impressão normal de camadas, a velocidade de movimento da plataforma de construção é próxima à superfície de impressão; a configuração padrão é 320+90 mm/min.
Modo de resina correspondente: as máquinas predefinem três modos de parâmetro de fatia com diferentes velocidades para impressão de resina. De acordo com os requisitos de resina e velocidade de impressão, escolha os modos de impressão apropriados. O modo "Standard Resin_Normal Speed" (Resina padrão - Velocidade normal) é selecionado por padrão.
- Parâmetros de configuração da máquina
- Salvar o modelo
Depois de configurar todos os parâmetros, clique em "Slice" (Fatiar) e, quando terminar, clique em "Save" (Salvar) para exportar o arquivo fatiado e copiá-lo para o disco U; em seguida, insira o disco U na impressora e comece a imprimir.


Instruções do módulo WiFi
- Primeiro, certifique-se de que a antena WiFi esteja conectada. Conecte a antena WiFi parafusando-a no sentido horário na porta direita da máquina para conectar-se à rede.

Depois que a antena WiFi estiver instalada, clique em "Settings" (Configurações) - "WiFi" para habilitar a conexão WiFi; a máquina procurará automaticamente as redes disponíveis. Selecione o WiFi ao qual você deseja se conectar, digite a senha e clique em "Confirm" (Confirmar) para conectar-se ao WiFi.

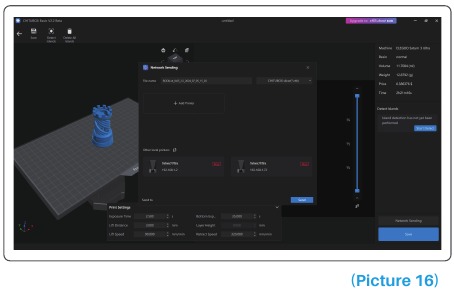
- Em seguida, certifique-se de que o computador com o software de fatiamento instalado esteja conectado ao mesmo WiFi que a impressora. Depois que o modelo for fatiado, clique em "Network Sending" (Envio de rede), e o software procurará automaticamente a impressora; selecione a impressora pelo nome e endereço IP da impressora, clique em "Send" (Enviar), e o arquivo fatiado será transferido automaticamente para a impressora, e você poderá começar a imprimir assim que a transferência for concluída.
![]()
- Atualização de firmware
- Para a atualização local, baixe o arquivo de firmware para o disco U com antecedência. Depois que a impressora for inserida no disco U, clique em "System" (Sistema) e, em seguida, clique em "Version Upgrade" (Atualização de versão) para selecionar "LNW Upgrade" (Atualização LNW). A versão do firmware que pode ser atualizada será exibida na página. Clique no firmware para atualizar.

- A atualização de rede ainda não está disponível; fique atento.
- Para a atualização local, baixe o arquivo de firmware para o disco U com antecedência. Depois que a impressora for inserida no disco U, clique em "System" (Sistema) e, em seguida, clique em "Version Upgrade" (Atualização de versão) para selecionar "LNW Upgrade" (Atualização LNW). A versão do firmware que pode ser atualizada será exibida na página. Clique no firmware para atualizar.



FAQ
- O modelo não adere à placa de construção
O tempo de exposição da camada inferior é muito curto; adicione mais tempo.
A parte inferior do modelo tem um contato muito pequeno com a placa de construção; adicione mais camadas inferiores. - Ruptura da camada do modelo
A impressora está tremendo durante a impressão.
O filme da tela de liberação está muito solto devido ao uso prolongado e precisa ser trocado.
A placa de construção ou o tanque de resina não estão presos. - Exposição anormal da tela
Se a sua impressora não estiver funcionando, entre em contato conosco pelo e-mail 3dp@elegoo.com.
E, para ajudar e resolver melhor os problemas para você, adicione o ID do seu pedido no seu e-mail. - Falha na impressão
Se o modelo não foi totalmente impresso ou falhou, pode haver alguns resíduos restantes na resina, que podem ser filtrados usando um funil quando você salvar o restante da resina de volta em sua garrafa lacrada.
Se você não filtrar os resíduos, a placa de construção pode causar danos à tela LCD quando você estiver imprimindo na próxima vez.
Quanto à resina residual na placa de construção e no tanque, você pode limpá-los e limpá-los com lenços de papel. - Por que recebo uma mensagem de erro para detecção de resíduos ao iniciar uma impressão?
Primeiro, verifique se o tanque de resina e a placa de construção estão devidamente fixados. Em seguida, tente imprimir novamente. Evite tocar ou causar vibrações na máquina durante o processo de autoverificação antes de imprimir para evitar problemas de calibração do sensor. Se o erro persistir, limpe o tanque de resina ou filtre a resina para remover quaisquer pequenos objetos estranhos. - Por que recebo erro de resina insuficiente ou excedendo o volume máximo ao iniciar uma impressão?
No início da impressão, o sensor mecânico detecta a resina restante no tanque. Para garantir uma impressão suave, o nível de resina deve estar acima de um terço do volume do tanque. Além disso, o nível de resina não deve exceder a linha MAX para evitar vazamentos. Se a quantidade de resina necessária para o modelo exceder o nível de resina atual no tanque, uma mensagem pop-up solicitará o reabastecimento de resina. Se você encontrar erros anormais, recalibre o dispositivo por meio do processo de autoverificação. Lembre-se de não tocar ou vibrar a máquina durante a autoverificação para evitar afetar a calibração do sensor. - Como ajustar a velocidade de impressão
A velocidade de liberação da impressora é fixa, com dois modos disponíveis: rápido e lento. No entanto, independentemente do modo, as primeiras 50 camadas são sempre impressas em uma velocidade mais lenta para garantir uma taxa de sucesso maior. A velocidade real de impressão por camada também depende das configurações dos parâmetros de fatiamento, como espessura da camada, tempo de exposição e tempo de espera. Alterar esses parâmetros alterará a velocidade real de impressão. - O que devo fazer se a resina vazar para dentro da máquina?
Devido à natureza do movimento de liberação inclinado, não é possível obter uma área de impressão completamente vedada. Para resolver isso, implementamos várias medidas de proteção. Quando o sensor detecta resina excedendo a linha MAX, a impressão é interrompida e uma janela pop-up aparece como um aviso. Há um design de ranhura abaixo da placa de construção, onde uma pequena quantidade de resina vazada pode fluir sem afetar a máquina. No entanto, se ocorrer um grande vazamento de resina, desconecte a energia imediatamente e abra o painel frontal da máquina para limpeza.
Manutenção da máquina
- Não use ferramentas afiadas ou pontiagudas para raspar o tanque de resina, para evitar danificar o filme protetor.
- Limpe o tanque de resina antes de trocar a resina para outra cor.
- Antes e depois da impressão, limpe a placa de construção com toalhas de papel ou álcool para garantir que não haja saliências ou rebarbas na placa de construção.
- Antes de cada impressão, verifique diariamente a parte externa da máquina e todas as peças mecânicas quanto a danos, defeitos ou anormalidades óbvias.
- Tente manter o ambiente de impressão entre 25 e 30 graus Celsius ao imprimir e ventile a sala de impressão o máximo possível para facilitar a dissipação de calor da máquina e a volatilização do odor da resina.
- Se o eixo Z continuar fazendo ruído de atrito, adicione um pouco de lubrificante ao fuso de esferas. Verifique e aplique graxa lubrificante pelo menos a cada 2 a 3 meses e aumente a frequência de aplicação à medida que a frequência de impressão aumenta.
- Se você não for usar a impressora nas próximas 48 horas, despeje a resina restante do tanque de resina de volta na garrafa de resina e vede-a bem. Se houver algum resíduo, use um filtro para filtrá-lo.
- O filme protetor é uma peça de desgaste, substitua-o regularmente de acordo com as instruções da máquina para garantir a taxa de sucesso da impressão.
- Tenha cuidado ao remover a plataforma de impressão para evitar danificar a tela LCD. A vida útil da tela é de cerca de 2000+ horas e diminuirá com o aumento da frequência de impressão. Faça um bom trabalho de limpeza diária da tela e desconecte a máquina a tempo após a impressão. Se houver um problema de exposição da tela ou a vida útil tiver afetado seriamente a qualidade da impressão, substitua a tela a tempo.
Após receber o produto, confirme se o equipamento está intacto e os acessórios estão completos. Se houver algum dano ou falta, entre em contato conosco em 3dp@elegoo.com. (Para garantir o desempenho de cada produto, cada produto será submetido a rigorosos testes de impressão antes de sair da fábrica. Pode haver alguns pequenos arranhões ao receber o produto, o que é normal, fique tranquilo ao usá-lo.)
Aviso:
- Mantenha a impressora 3D e seus acessórios fora do alcance das crianças.
- Encha o tanque de resina no mínimo 1/3 de seu volume, mas não exceda a posição da linha MAX.
- Coloque a impressora em um ambiente seco e proteja-a da chuva e da umidade.
- Se você tiver uma emergência durante o uso, desligue primeiro a fonte de alimentação da impressora 3D.
- Use a impressora em ambientes fechados e evite a luz solar direta e um ambiente empoeirado.
- Guarde a caixa de embalagem original por 30 dias para devolução/troca (somente caixas de embalagem originais da ELEGOO são aceitas).
- Se a impressão falhar, você precisa limpar o excesso de resina curada no tanque de resina e trocar a resina, caso contrário, pode causar danos à sua impressora.
- Ao operar a impressora 3D, use uma máscara e luvas para evitar o contato direto da pele com a resina fotopolimérica.
- Se o filme protetor no tanque de resina estiver esbranquiçado, arranhado ou sem elasticidade, a taxa de falha de impressão for alta, substitua o filme protetor a tempo.
- Use álcool etílico ou álcool isopropílico a 95% (ou superior) para lavar seu modelo, a menos que esteja usando resina lavável em água.
- Observe que a fita Mylar ao redor da tela não é completamente hermética. Em caso de gotejamento de resina durante o uso, é crucial limpá-los imediatamente para evitar a infiltração de resina e possíveis danos à tela.
- Para manter a limpeza, a durabilidade e o desempenho protetor da tela LCD, é necessário substituir as peças em tempo hábil nas seguintes condições: fita envelhecida ou danificada, danos corrosivos e filme protetor danificado.
- Se você tiver algum problema com a impressora, entre em contato conosco em 3dp@elegoo.com. Não desmonte ou modifique as impressoras 3D ELEGOO sozinho, caso contrário, a garantia expirará e os danos causados por erros operacionais pessoais precisarão ser pagos para reparos.
Telefone - 0755-21005141
Mailbox - 3dp@elegoo.com
Website - www.ELEGOO.com
Address - 101, No.30 Dahe Industrial Park, Guancheng Community, Guanhu Street, Longhua District, Shenzhen, China
Referências
Baixar manual
Aqui você pode baixar a versão completa em PDF do manual, ela pode conter instruções de segurança adicionais, informações de garantia, regras da FCC, etc.
Baixar Manual do Elegoo Saturn 3 Ultra










