Manualul Elegoo Saturn 3 Ultra
- 1 Lista de Ambalare
- 2 Introducerea Imprimantei
- 3 Specificații Tehnice ale Imprimantei 3D
- 4 Introducerea Ecranului de Operare
- 5 Nivelare
- 6 Imprimare de Testare
- 7 Instalarea și configurarea software-ului
- 8 Instrucțiuni pentru modulul WiFi
- 9 Întrebări frecvente
- 10 Întreținerea mașinii
- 11 Referințe
- 12 Descărcați manualul
- 13 În alte limbi

Lista de Ambalare
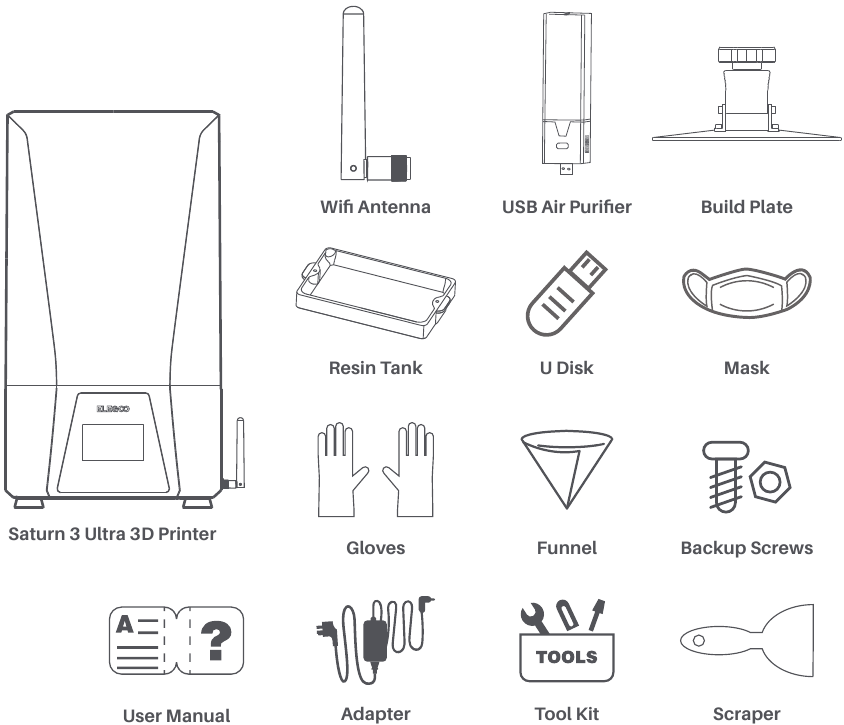
Introducerea Imprimantei

- Axa Z
- Buton cu șurub
- Placă de construcție
- Ecran LCD
- Rezervor de rășină
- Ecran tactil
- Comutator
- Mufă DC
- Interfață USB
- Antenă Wifi
- Buton cu șurub
- Purificator de aer USB

- Capac anti-UV
- Port de extensie (Conectați periferice, cum ar fi un mini încălzitor și alte accesorii compatibile pentru imprimantă)
Specificații Tehnice ale Imprimantei 3D
Parametri de imprimare
- Sistem: EL3D-4.0
- Operare: Ecran tactil capacitiv de 4,0 inch
- Software Slicer: CHITUBOX & Voxeldance Tango
- Conectivitate: Interfață USB și WiFi
Specificații de Imprimare
- Tehnologie: Stereolitografie MSLA
- Sursă de lumină: Sursă de lumină COB+Refractivă (lungime de undă 405nm)
- Rezoluție XY: 19*24um (11520*5120)
- Precizia axei Z: 0,01 mm
- Grosimea stratului: 0,01-0,2 mm
- Viteza de imprimare: MAX 150mm/H
- Cerințe de alimentare: 100-240V 50/60 Hz 24V 7.5A
Specificații Hardware
- Dimensiune: 305.9mm(L)*273mm(W)*562.5mm(H)
- Volum de construcție: 218.88mm (L)*122.88mm (W)*260mm (H)
- Dimensiunea pachetului: 640mm(L)*395mm(W)*365mm(H)
- Greutate brută: 16.2KG
- Greutate netă: 12KG
Introducerea Ecranului de Operare

Lista de imprimare

Lista de instrumente


Lista de sistem


Nivelare
- Scoateți rezervorul de rășină, blocați butonul cu șurub (
![]() ) al plăcii de construcție și apoi slăbiți cele 4 șuruburi de fixare 5 (
) al plăcii de construcție și apoi slăbiți cele 4 șuruburi de fixare 5 (![]() ) ale plăcii de construcție până când placa de construcție se poate mișca liber.
) ale plăcii de construcție până când placa de construcție se poate mișca liber.

- Așezați o cartelă de nivelare între placa de construcție și ecranul LCD, apoi faceți clic pe "Move Z axis to zero" (Mutați axa Z la zero) (Vezi Imaginea 2). După ce imprimanta se oprește din mișcare, apăsați partea superioară a plăcii de construcție cu o mână și blocați cele 4 șuruburi de fixare (
![]() ) cu cealaltă mână. (Vezi Imaginea 3)
) cu cealaltă mână. (Vezi Imaginea 3)

- Trageți cartela de nivelare. Dacă observați că există o ușoară rezistență în timpul acestui proces, puteți trece direct la pasul 5. (Notă: Dacă nu există rezistență la scoaterea cartelei de nivelare, vă rugăm să faceți clic pe butonul Z-axis "down" (jos) (în pași de 0,1 mm) până când există o ușoară rezistență la tragerea cartelei de nivelare. Dacă există prea multă rezistență sau cartela de nivelare nu se poate mișca, vă rugăm să faceți clic pe butonul Z-axis "up" (sus) (în pași de 0,1 mm) până când există o ușoară rezistență la tragerea cartelei de nivelare.)

- După finalizarea operațiunilor de mai sus, reveniți la meniul anterior și faceți clic pe "Set Z=0" (Setează Z=0), apoi va apărea o fereastră pop-up de confirmare în interfață, faceți clic pe "Confirm" (Confirmă) pentru a finaliza setarea. În acest moment, poziția curentă a axei Z este resetată la noua înălțime inițială a primului strat de imprimare.

- Faceți clic pentru a reveni la pagina "Manual" (Manual) și faceți clic pe butonul Z-axis "up" (sus) pentru a ridica axa Z cu o anumită distanță. (aproximativ 100 mm)

- Îndepărtați cartela de nivelare și faceți clic pe butoanele "Tool" (Instrument) - "Exposure" (Expunere) - "Text" pentru a testa ecranul LCD și sursa de lumină LED. Dacă ecranul LCD poate afișa "ELEGOO TECHNOLOGY www.elegoo.com", atunci imprimanta 3D funcționează perfect. În acest moment, nivelarea este finalizată, instalați rezervorul de rășină și sunteți gata de imprimare.

 ) al plăcii de construcție și apoi slăbiți cele 4 șuruburi de fixare 5 (
) al plăcii de construcție și apoi slăbiți cele 4 șuruburi de fixare 5 ( ) ale plăcii de construcție până când placa de construcție se poate mișca liber.
) ale plăcii de construcție până când placa de construcție se poate mișca liber.





Imprimare de Testare
- Imprimarea modelului
Introduceți purificatorul de aer USB în portul USB (Vezi Imaginea 8), apoi adăugați încet rășină în rezervorul de rășină (nu depășiți înălțimea liniei MAX). Acoperiți imprimanta, apoi introduceți discul U în imprimantă și selectați modelul de test pre-feliat pentru imprimare.

- Procesarea modelului
După ce imprimarea este finalizată, așteptați până când rășina de pe placa de construcție nu mai picură, apoi slăbiți butonul cu șurub al plăcii de construcție pentru a o scoate și scoateți modelul cu o racletă. Puteți utiliza mașina de curățare și întărire ELEGOO pentru a post-procesa modelul.



Instalarea și configurarea software-ului
Imprimanta poate instala și utiliza software-ul de feliere CHITUBOX și Voxeldance Tango de pe unitatea flash USB, aici vom lua CHITUBOX ca exemplu.
- Instalați CHITUBOX
Selectați versiunea corectă a software-ului de feliere de pe unitatea flash USB și instalați-o pe computer. - Cum se utilizează CHITUBOX
După finalizarea instalării, rulați software-ul CHITUBOX. Faceți clic pe "File-Open File" (Fișier-Deschide fișier), apoi deschideți fișierul modelului 3D (tip .stl). Făcând clic stânga pe model și utilizând opțiunile din meniul din stânga, puteți controla și modifica unghiul de vizualizare, dimensiunea și poziția modelului.
Alte operațiuni:- Apăsați lung butonul stâng și trageți modelul în poziția dorită.
- Rotiți rotița mouse-ului pentru a mări sau micșora modelul.
- Apăsați lung butonul drept al mouse-ului pentru a vizualiza diferitele perspective ale modelului.
- Setări CHITUBOX
- Parametrii de configurare a mașinii
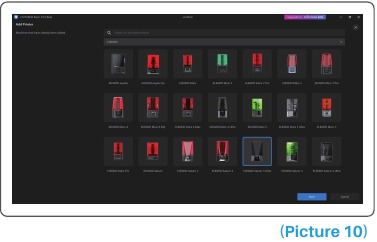
Faceți clic pe "Parameter Settings" (Setări parametru) și selectați ELEGOO Saturn 3 Ultra ca imprimantă implicită.
![]()
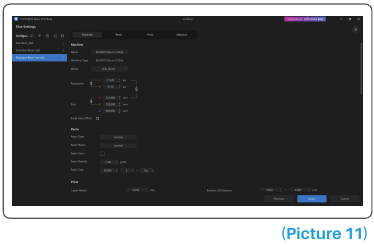
- Volumul de construcție
Nu trebuie să modificați parametrii impliciți (vezi imaginea 11), iar X indică dimensiunea maximă de imprimare în direcția axei X și așa mai departe.
![]()
- Parametrul de rășină
![]()
Densitatea rășinii: 1,1 g/ml
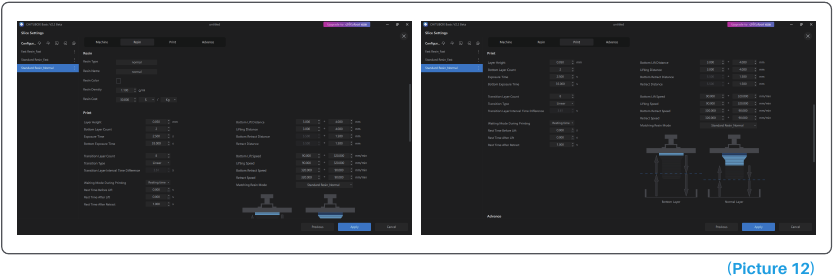
Costul rășinii: Puteți introduce prețul real al rășinii pe care ați achiziționat-o, iar software-ul de feliere poate calcula costurile rășinii pentru fiecare model pe care îl imprimați. - Parametri (vezi imaginea 12)
Înălțimea stratului: Grosimea fiecărui strat imprimat, înălțimea recomandată este de 0,05 mm, dar o puteți seta de la 0,01-0,2 mm. Cu cât setați o grosime mai mare, cu atât va fi necesar un timp de expunere mai lung pentru fiecare strat.
Numărul de straturi de fund: Numărul setat de straturi de imprimare inițiale. Dacă numărul de straturi de fund este n, timpul de expunere al primelor n straturi este timpul de expunere al stratului de fund. Setarea implicită este 2.
Timp de expunere: Timpul de expunere pentru straturile normale de imprimare. Timpul implicit de expunere este de 2,5 s, cu cât setarea stratului de imprimare este mai groasă, cu atât este necesar un timp mai lung.
Timp de expunere a stratului de fund: Setarea timpului de expunere a stratului de fund. Creșterea corespunzătoare a timpului de expunere a stratului de fund poate contribui la creșterea rezistenței de lipire dintre modelul imprimat și platforma de imprimare, iar setarea implicită este de 35 s.
Straturi de tranziție: Numărul de straturi de tranziție după straturile de fund pentru o lipire mai strânsă între straturi. Cu excepția timpului de expunere, alți parametri ai stratului de tranziție sunt identici cu cei ai stratului normal.
Tip de tranziție: Setați tipul de tranziție al timpului de expunere la trecerea de la straturile de fund la straturile normale, implicit fiind tranziția liniară.
Timp de repaus înainte de ridicare: Diferența de timp dintre sfârșitul expunerii și începutul platformei de construcție care se îndepărtează de suprafața de expunere, setarea implicită este de 0 secunde.
Timp de repaus după ridicare: Diferența de timp dintre momentul în care platforma de construcție începe să stea pe loc și începe să revină după ridicarea platformei de construcție, setarea implicită este de 0 secunde.
Timp de repaus după retragere: După ce platforma de construcție se deplasează pe suprafața de imprimare, diferența de timp dintre momentul în care platforma de construcție începe să fie staționară și începe să se expună, setarea implicită este de 1 secundă.
Distanța de ridicare a fundului: În timpul procesului de imprimare a fundului, distanța pe care platforma de construcție se îndepărtează de suprafața de imprimare de fiecare dată, setarea implicită este de 3+4 mm.
Distanța de ridicare: În procesul normal de imprimare a straturilor, distanța pe care platforma de construcție se îndepărtează de suprafața de imprimare de fiecare dată, setarea implicită este de 3+4 mm.
Distanța de retragere a fundului: În timpul procesului de imprimare a fundului, distanța de retragere a platformei de construcție, vă rugăm să nu o modificați dacă nu este necesar.
Distanța de retragere: În procesul normal de imprimare a straturilor, distanța de retragere a platformei de construcție, vă rugăm să nu o modificați dacă nu este necesar.
Viteza de ridicare a fundului: În timpul procesului de imprimare a fundului, viteza de deplasare a platformei de construcție care se îndepărtează de suprafața de imprimare de fiecare dată, setarea implicită este de 90+320 mm/min.
Viteza de ridicare: În procesul normal de imprimare a straturilor, viteza de deplasare a platformei de construcție care se îndepărtează de suprafața de imprimare de fiecare dată; setarea implicită este de 90+320 mm/min.
Viteza de retragere a fundului: În timpul procesului de imprimare a fundului, viteza de deplasare a platformei de construcție este apropiată de suprafața de imprimare; setarea implicită este de 320+90 mm/min.
Viteza de retragere: În imprimarea normală a straturilor, viteza de deplasare a platformei de construcție este apropiată de suprafața de imprimare; setarea implicită este de 320+90 mm/min.
Mod de rășină de potrivire: Mașinile sunt presetate cu trei moduri de parametri de feliere cu viteze diferite pentru imprimarea rășinii. În funcție de cerințele de rășină și de viteza de imprimare, alegeți moduri de imprimare adecvate. Modul "Standard Resin_Normal Speed" (Rășină standard_Viteză normală) este selectat în mod implicit.
- Parametrii de configurare a mașinii
- Salvați modelul
După configurarea tuturor parametrilor, faceți clic pe "Slice" (Feliere), iar după ce ați terminat, faceți clic pe "Save" (Salvare) pentru a exporta fișierul feliat și a-l copia pe U Disk; apoi introduceți discul U în imprimantă și începeți imprimarea.


Instrucțiuni pentru modulul WiFi
- În primul rând, asigurați-vă că antena WiFi este conectată. Conectați antena WiFi înșurubând-o în sensul acelor de ceasornic la portul din dreapta al mașinii pentru a vă conecta la rețea.

Odată ce antena WiFi este instalată, faceți clic pe "Settings" (Setări) - "WiFi" pentru a activa conexiunea WiFi, mașina va căuta automat rețelele disponibile. Selectați rețeaua WiFi la care doriți să vă conectați, introduceți parola și faceți clic pe "Confirm" (Confirmare) pentru a vă conecta la WiFi.

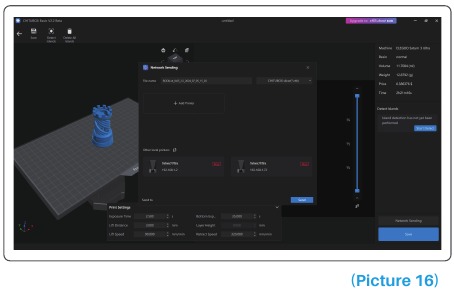
- Apoi, asigurați-vă că computerul cu software-ul de feliere instalat este conectat la aceeași rețea WiFi ca și imprimanta. După ce modelul este feliat, faceți clic pe "Network Sending" (Trimitere în rețea), iar software-ul va căuta automat imprimanta, selectați imprimanta după numele și adresa IP a imprimantei, faceți clic pe "Send" (Trimitere), iar fișierul feliat va fi transferat automat la imprimantă și puteți începe imprimarea odată ce transferul este finalizat.
![]()
- Actualizare firmware
- Pentru actualizarea locală, descărcați în prealabil fișierul firmware pe discul U. După ce imprimanta este introdusă în discul U, faceți clic pe "System" (Sistem) și apoi faceți clic pe "Version Upgrade" (Actualizare versiune) pentru a selecta "LNW Upgrade" (Actualizare LNW). Versiunea de firmware care poate fi actualizată va fi afișată pe pagină. Faceți clic pe firmware pentru a face upgrade.

- Actualizarea rețelei nu este încă disponibilă, vă rugăm să rămâneți pe recepție.
- Pentru actualizarea locală, descărcați în prealabil fișierul firmware pe discul U. După ce imprimanta este introdusă în discul U, faceți clic pe "System" (Sistem) și apoi faceți clic pe "Version Upgrade" (Actualizare versiune) pentru a selecta "LNW Upgrade" (Actualizare LNW). Versiunea de firmware care poate fi actualizată va fi afișată pe pagină. Faceți clic pe firmware pentru a face upgrade.



Întrebări frecvente
- Modelul nu se lipește de placa de construcție
Timpul de expunere a stratului de fund este prea scurt, vă rugăm să adăugați mai mult timp.
Modelul are un contact foarte mic cu placa de construcție și vă rugăm să adăugați mai multe straturi de fund. - Ruperea stratului modelului
Imprimanta se agită în timpul imprimării.
Filmul de eliberare este foarte slăbit din cauza utilizării îndelungate și trebuie schimbat.
Placa de construcție sau rezervorul de rășină nu sunt fixate. - Expunere anormală a ecranului
Dacă imprimanta dvs. nu funcționează, vă rugăm să ne contactați la 3dp@elegoo.com.
Și, pentru a vă ajuta și a rezolva mai bine problemele, vă rugăm să adăugați ID-ul comenzii dvs. în e-mail. - Eșec de imprimare
Dacă modelul nu a fost imprimat complet sau a eșuat, ar putea exista unele reziduuri rămase în rășină, care pot fi filtrate cu ajutorul unei pâlnii atunci când salvați restul de rășină înapoi în sticla sigilată.
Dacă nu filtrați reziduurile, placa de construcție poate provoca deteriorarea ecranului LCD atunci când imprimați data viitoare.
În ceea ce privește rășina reziduală de pe placa de construcție și rezervor, le puteți curăța și șterge folosind șervețele. - De ce primesc un mesaj de eroare pentru detectarea reziduurilor la pornirea unei imprimări?
În primul rând, verificați dacă rezervorul de rășină și placa de construcție sunt fixate corespunzător. Apoi, încercați din nou să imprimați. Evitați să atingeți sau să provocați vibrații mașinii în timpul procesului de autoverificare înainte de imprimare, pentru a preveni problemele de calibrare a senzorului. Dacă eroarea persistă, curățați rezervorul de rășină sau filtrați rășina pentru orice corpuri străine minuscule. - De ce primesc o eroare de rășină insuficientă sau care depășește volumul maxim la pornirea unei imprimări?
La începutul imprimării, senzorul mecanic detectează rășina rămasă în rezervor. Pentru a asigura o imprimare fără probleme, nivelul rășinii trebuie să fie peste o treime din volumul rezervorului. În plus, nivelul rășinii nu trebuie să depășească linia MAX pentru a preveni scurgerile. Dacă cantitatea de rășină necesară pentru model depășește nivelul curent al rășinii din rezervor, va apărea un mesaj pop-up care vă va solicita reumplerea rășinii. Dacă întâmpinați erori anormale, recalibrați dispozitivul prin procesul de autoverificare. Nu uitați să nu atingeți sau să vibrați mașina în timpul autoverificării, pentru a evita afectarea calibrării senzorului. - Cum se reglează viteza de imprimare?
Viteza de eliberare a imprimantei este fixă, cu două moduri disponibile: rapid și lent. Cu toate acestea, indiferent de mod, primele 50 de straturi sunt întotdeauna imprimate cu o viteză mai mică pentru a asigura o rată de succes mai mare. Viteza reală de imprimare per strat depinde, de asemenea, de setările parametrilor de feliere, cum ar fi grosimea stratului, timpul de expunere și timpul de așteptare. Modificarea acestor parametri va modifica viteza reală de imprimare. - Ce ar trebui să fac dacă rășina se scurge în mașină?
Datorită naturii mișcării de eliberare înclinată, nu este posibilă obținerea unei zone de imprimare complet sigilate. Pentru a rezolva acest lucru, am implementat mai multe măsuri de protecție. Când senzorul detectează rășină care depășește linia MAX, imprimarea se va opri și va apărea o fereastră pop-up ca avertisment. Există un design de canelură sub placa de construcție, unde o cantitate mică de rășină scursă poate curge fără a afecta mașina. Cu toate acestea, dacă se varsă o cantitate semnificativă de rășină, vă rugăm să deconectați imediat alimentarea și să deschideți panoul frontal al mașinii pentru curățare.
Întreținerea mașinii
- Vă rugăm să nu utilizați unelte ascuțite sau cu vârf pentru a răzui rezervorul de rășină, pentru a evita deteriorarea foliei de eliberare.
- Vă rugăm să curățați rezervorul de rășină înainte de a schimba rășina cu o altă culoare.
- Înainte și după imprimare, curățați placa de construcție cu prosoape de hârtie sau alcool pentru a vă asigura că nu există umflături sau bavuri pe placa de construcție.
- Înainte de fiecare imprimare, verificați zilnic exteriorul mașinii și toate piesele mecanice pentru eventuale deteriorări, defecte sau anomalii evidente.
- Încercați să mențineți mediul de imprimare la 25-30 de grade Celsius la imprimare și ventilați cât mai mult posibil camera de imprimare pentru a facilita disiparea căldurii mașinii și volatilizarea mirosului de rășină.
- Dacă axa Z scoate încontinuu zgomote de frecare, vă rugăm să adăugați lubrifiant pe șurubul principal. Vă rugăm să verificați și să aplicați unsoare lubrifiantă cel puțin o dată la 2-3 luni și să creșteți frecvența de aplicare pe măsură ce frecvența de imprimare crește.
- Dacă nu utilizați imprimanta în următoarele 48 de ore, vă rugăm să turnați rășina rămasă din rezervorul de rășină înapoi în sticla de rășină și să o sigilați bine. Dacă există reziduuri, vă rugăm să utilizați un filtru pentru a le filtra.
- Folia de eliberare este o piesă consumabilă, vă rugăm să o înlocuiți în mod regulat conform indicațiilor mașinii pentru a asigura rata de succes a imprimării.
- Vă rugăm să fiți atenți când scoateți platforma de imprimare pentru a preveni deteriorarea ecranului LCD. Durata de viață a ecranului este de aproximativ 2000+ de ore și va scădea odată cu creșterea frecvenței de imprimare. Faceți o treabă bună de curățare zilnică a ecranului și deconectați mașina la timp după imprimare. Dacă există o problemă de expunere a ecranului sau durata de viață a afectat serios calitatea imprimării, vă rugăm să înlocuiți ecranul la timp.
După primirea produsului, vă rugăm să confirmați dacă echipamentul este intact și accesoriile sunt complete. Dacă există daune sau lipsesc, vă rugăm să ne contactați la timp la 3dp@elegoo.com. (Pentru a asigura performanța fiecărui produs, fiecare produs va fi supus unor teste stricte de imprimare înainte de a părăsi fabrica. Este posibil să existe zgârieturi ușoare când primiți produsul, ceea ce este normal, vă rugăm să fiți siguri să îl utilizați.)
Notă:
- Vă rugăm să păstrați imprimanta 3D și accesoriile sale la îndemâna copiilor.
- Vă rugăm să umpleți rezervorul de rășină cu cel puțin 1/3 din volumul său, dar nu depășiți poziția liniei MAX.
- Vă rugăm să așezați imprimanta într-un mediu uscat și să o protejați de ploaie și umiditate.
- Dacă întâmpinați o urgență în timpul utilizării, vă rugăm să opriți mai întâi sursa de alimentare a imprimantei 3D.
- Vă rugăm să utilizați imprimanta în interior și să evitați lumina directă a soarelui și un mediu prăfuit.
- Vă rugăm să păstrați cutia originală de ambalare timp de 30 de zile pentru returnare/schimb (sunt acceptate numai cutiile originale de ambalare ELEGOO).
- Dacă imprimarea eșuează, trebuie să curățați excesul de rășină întărită din rezervorul de rășină și să schimbați rășina, altfel, poate provoca daune imprimantei dvs.
- Când utilizați imprimanta 3D, vă rugăm să purtați o mască și mănuși pentru a evita contactul direct al pielii cu rășina fotopolimerică.
- Dacă folia de eliberare din rezervorul de rășină este albită, zgâriată sau nu are elasticitate, rata de eșec a imprimării este mare, vă rugăm să înlocuiți folia de eliberare la timp.
- Vă rugăm să utilizați alcool etilic 95% (sau mai mare) sau alcool izopropilic pentru a vă spăla modelul, cu excepția cazului în care utilizați rășină lavabilă cu apă.
- Vă rugăm să rețineți că banda Mylar care înconjoară ecranul nu este complet etanșă. În cazul scurgerilor de rășină în timpul utilizării, este crucial să le curățați prompt pentru a preveni infiltrarea rășinii și posibilele deteriorări ale ecranului.
- Pentru a menține curățenia, durabilitatea și performanța de protecție a ecranului LCD, este necesar să înlocuiți piesele la timp în următoarele condiții: bandă îmbătrânită sau deteriorată, daune corozive și folie de eliberare deteriorată.
- Dacă aveți probleme cu imprimanta, vă rugăm să ne contactați la 3dp@elegoo.com. Vă rugăm să nu dezasamblați sau să modificați imprimantele 3D ELEGOO singur, altfel, garanția va expira, iar daunele cauzate de erorile personale de operare trebuie să plătească pentru reparații.
Telephone - 0755-21005141
Mailbox - 3dp@elegoo.com
Website - www.ELEGOO.com
Address - 101, No.30 Dahe Industrial Park, Guancheng Community, Guanhu Street, Longhua District, Shenzhen, China
Referințe
Descărcați manualul
Aici puteți descărca versiunea completă pdf a manualului, aceasta poate conține instrucțiuni suplimentare de siguranță, informații despre garanție, reguli FCC etc.
Descărcați Manualul Elegoo Saturn 3 Ultra










